The cylinder block and all parts must be clean before assembly. Refer to Procedure 001-028 in Troubleshooting and Repair Manual, M11 STC, CELECT and CELECT Plus Engines, Bulletin 3666139 for M11 engines, or Procedure 001-028 in Troubleshooting and Repair Manual, L10G Natural Gas Base Engine, Bulletin 3666207 for L10G engines to inspect the cylinder liners for reuse.
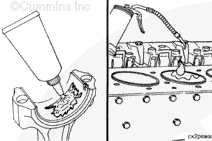
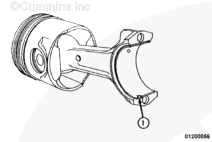
Use a clean, lint free cloth to clean the connecting rods and bearing shells.
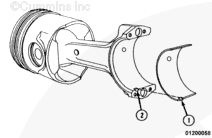
Do not lubricate the backside of the bearing shells. The operating clearance of the bearing will be reduced and the bearing can be damaged during engine operation.
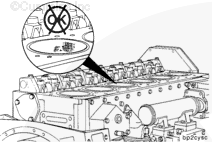
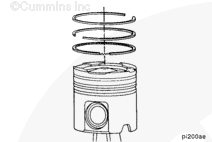
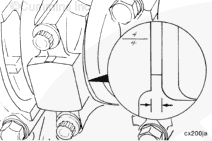
Rotate the rings to position the ring gaps as shown.
NOTE: The ring gap of each ring must not be aligned with the piston pin or with any other ring. If the ring gaps are not aligned correctly, the rings will not seal properly.
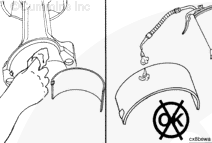
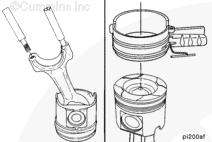
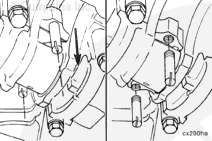
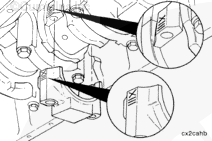
Insert the connecting rod through the cylinder liner with the bearing tang (1) toward the camshaft side of the engine until the ring compressor contacts the top of the liner.
Do not use a metal drift to push the piston into the cylinder liner. The piston rings or cylinder liner can be damaged.
Hold the ring compressor against the cylinder liner. Push the piston through the ring compressor and into the cylinder liner. Push the piston until the top ring is completely in the cylinder liner.
NOTE: If the piston does not move freely, remove the piston and inspect for broken or damaged rings.
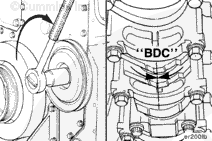
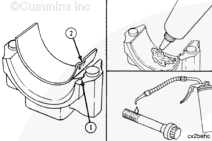
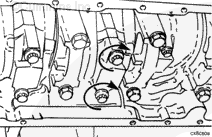
The connecting rod and cap must have the same number and must be installed in the proper cylinder. The connecting rod cap number and rod number must be on the same side of the connecting rod to reduce the possibility of engine damage during engine operation.
Hello, I'm Jack, a diesel engine fan and a blogger. I write about how to fix and improve diesel engines, from cars to trucks to generators. I also review the newest models and innovations in the diesel market. If you are interested in learning more about diesel engines, check out my blog and leave your feedback.
View all posts by Jack





 CAUTION
CAUTION 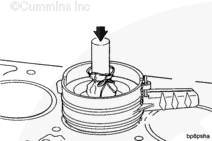



;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}