The present o-ring has been produced by two distinctly different manufacturing processes. Following are those two methods and the installation procedures:
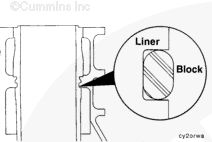
The molded o-ring has a symmetrical cross section. The edges are rounded. It does not require specific care in orientation of the o-ring other than normal prevention of rolling the o-ring.
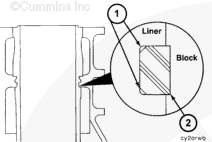
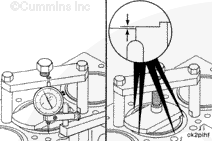
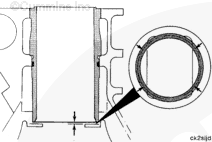
The lathe-cut o-ring has a straight outside with sharp corners. The inside has two 45-degree chamfers (1), so there are no sharp corners next to the liner. This o-ring must be installed with the straight side (2) facing the block, and the chamfered side next to the liner. If the o-ring is not installed this way, liner bore distortion can occur.
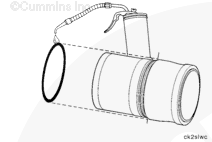
The liners must be installed within 30 seconds after being lubricated with oil. If the liners are not installed within this time limit, the o-rings will swell and be damaged when the liner is installed.
Make sure the cylinder block and all parts are clean before assembly.
Use clean 15W-40 oil to coat the liner o-ring seals.
When acceptable reused liners are installed, rotate the liners 90 degrees from their original positions in the engine. The thrust and anti-thrust surfaces must face the front and back of the cylinder block.
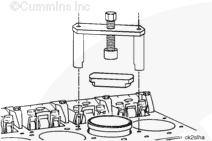
Use cylinder liner driver, Part Number 3824272, and a leather mallet to drive the liner into the cylinder block bore.
If the liner does not seat properly, remove the liner. Inspect the counterbore seat and liner for nicks, burrs, or dirt. Install the liner again.
Hello, I'm Jack, a diesel engine fan and a blogger. I write about how to fix and improve diesel engines, from cars to trucks to generators. I also review the newest models and innovations in the diesel market. If you are interested in learning more about diesel engines, check out my blog and leave your feedback.
View all posts by Jack

 CAUTION
CAUTION 



;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}