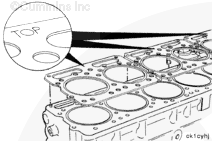
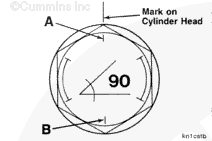
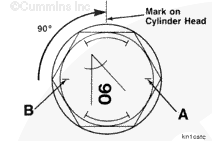
After all 12 capscrews on one head have been tightened to 298 N•m [220 ft-lb], they must be rotated in the tightening direction an additional 90 degrees. Rotate the capscrew until the mark on the cylinder head is between the next two marks joined by an arc (more than one flat and less than two flats).
When using torque plus angle, the tolerance on the 90 degree angle of rotation is one to two flats (90°± 30°). If the capscrew is rotated beyond two flats, do not loosen the capscrew.
The clamp load is still acceptable; however, rotating the capscrew beyond two flats causes additional stretch and reduces the number of reuses.
With correct tightening, the capscrew can typically be reused for the life of the engine.
Hello, I'm Jack, a diesel engine fan and a blogger. I write about how to fix and improve diesel engines, from cars to trucks to generators. I also review the newest models and innovations in the diesel market. If you are interested in learning more about diesel engines, check out my blog and leave your feedback.
View all posts by Jack




;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}