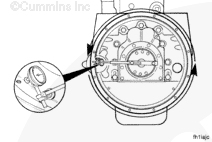
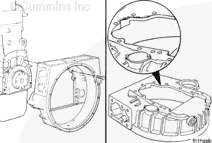
If a new flywheel housing is being installed, the dowels must be removed from the cylinder block prior to installing the housing to prevent damage to the housing. The housing must be doweled with an oversize dowel after it has been aligned.
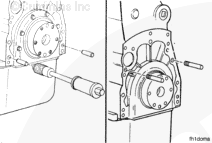
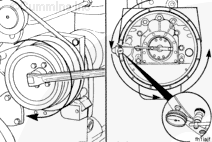
Install two 5/8 – 18 x 4-inch guide studs, Part Number 3824462, into the cylinder block to help support and align the housing during installation.
If a wet-type flywheel housing is being installed, perform the following:
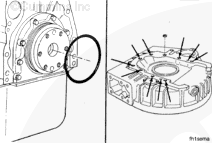
Install a new o-ring onto the rear cover. Use 15W-40 oil to lubricate the o-ring.
Install eleven rectangular sealing rings into the capscrew and dowel pin counterbores in the flywheel housing. Use gasket adhesive to fasten the sealing rings to the housing.
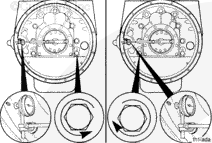
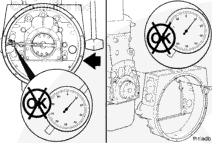
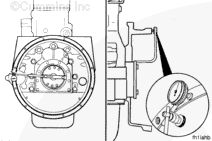
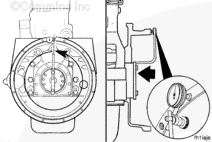
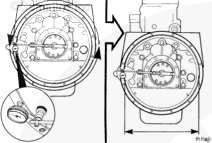
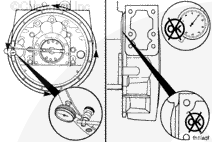
The flywheel housing bore and the surface must be in alignment with the crankshaft to prevent possible damage to the engine, the clutch, or the transmission.
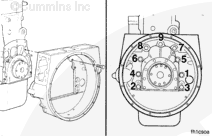
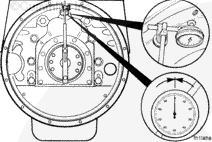
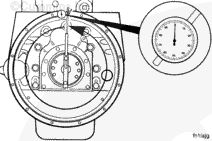
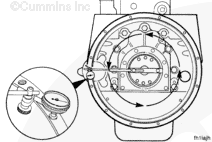
Use chalk to mark the housing at the 12:00 o’clock, 3:00 o’clock, 6:00 o’clock, and 9 o’clock positions.
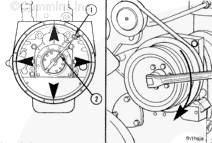
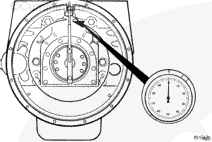
Use the dial gauge indicator (1), Part Number 3376050, and dial gauge attachment (2), Part Number ST-1325, to measure the bore alignment.
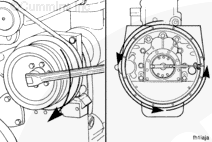
Use the accessory drive shaft to rotate the crankshaft.
Hello, I'm Jack, a diesel engine fan and a blogger. I write about how to fix and improve diesel engines, from cars to trucks to generators. I also review the newest models and innovations in the diesel market. If you are interested in learning more about diesel engines, check out my blog and leave your feedback.
View all posts by Jack

 CAUTION
CAUTION 







;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}