To reduce the possibility of personal injury, avoid direct contact of hot oil with your skin.
WARNING
Some state and federal agencies have determined that used engine oil can be carcinogenic and cause reproductive toxicity. Avoid inhalation of vapors, ingestion, and prolonged contact with used engine oil. If not reused, dispose of in accordance with local environmental regulations.
Drain the lubricating oil. Refer to Procedure 007-037.
Remove the lubricating oil pan. Refer to Procedure 007-025.
Remove the lubricating oil suction tube. Refer to Procedure 007-035.
Remove the lubricating oil pump. Refer to Procedure 007-031.
Remove the block stiffener plate. Refer to Procedure 001-089.
Remove the piston cooling nozzles. Refer to Procedure 001-046.
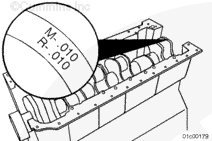
Crankshafts that are ground undersize in the connecting rod or the main bearing journals are marked on the front counterweight. If the crankshaft is marked, check the bearing shell part number to make sure the correct bearing size is used.
Connecting rod bearings must match the connecting rod design. Drilled rods must use drilled rod bearings. Non-drilled rods must use non-drilled bearings. Mismatches will cause engine damage.
Connecting rod design must be matched with the proper connecting rod bearing.
Drilled connecting rods must be fitted with drilled connecting rod bearings.
Non-drilled connecting rods must be fitted with non-drilled connecting rod bearings.
The connecting rod and bearing shell mating surfaces must be clean and dry when the bearing shells are installed. Used bearings must be installed in their original location or engine damage can occur.
Use clean Lubriplate™ 105 multi-purpose lubricant, or its equivalent to lubricate the crankshaft journal mating surface of the upper bearing shell.
Install the upper bearing shell into the connecting rod with the tang of the bearing in the slot of the rod.
Install the bearing shell into the connecting rod cap with the tang (2) of the bearing in the slot (1) of the cap.
Use clean Lubriplate™ 105 multi-purpose lubricant, or its equivalent to lubricate the bearing shell to crankshaft journal mating surface and the connecting rod capscrews.
The rod cap alpha characters must match the alpha characters on the connecting rod and must be installed with the characters aligned to prevent damage to the connecting rods and crankshaft. The locking tang of the connecting rod cap must face toward the intake side of the cylinder block. Rod and cap mating surfaces must be clean or engine damage can occur.
NOTE: The connecting rod must move freely from side to side on the crankshaft journal. If the rod does not move freely, remove the rod cap and make sure the bearing shells are the correct size. Check for dirt or damage on the crankshaft and the bearing shells.
Repeat the above steps to install the remaining bearing shells and connecting rod caps.
Hello, I'm Jack, a diesel engine fan and a blogger. I write about how to fix and improve diesel engines, from cars to trucks to generators. I also review the newest models and innovations in the diesel market. If you are interested in learning more about diesel engines, check out my blog and leave your feedback.
View all posts by Jack
 WARNING
WARNING 
















 CAUTION
CAUTION 









;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}