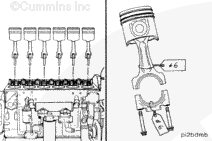
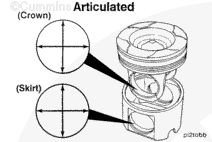
All M Series engines are equipped with articulated pistons.
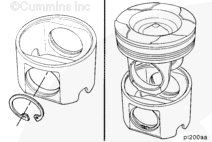
The articulated piston is a two-piece piston consisting of a forged-steel crown and an aluminum skirt.
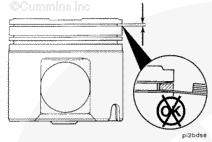
A closed chamber oil gallery is located on the underside of the crown of the piston to provide more oil contact with the piston and give better piston cooling. Piston cooling nozzle targeting is critical because of the closed chamber oil gallery.
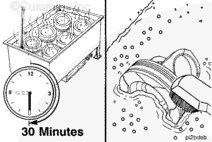
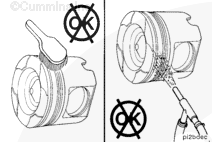
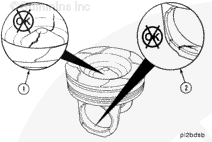
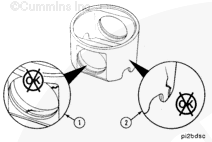
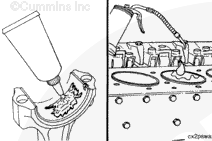
Do not use a metal brush. A metal brush will damage the piston ring grooves. Do not use glass beads to clean the grooves. Walnut shell or plastic bead, Part No. 3822735, blasting can be used on ring grooves on the dome or crown of the piston. Use the minimum effective pressure, and do not concentrate the spray in one area for an extended period of time. The recommended blast pressure for plastic bead blasting is 276 kPa [40 psi]. Do not use glass beads or walnut shell blasting on the aluminum piston pin bores or articulated piston skirts. This can cause piston pin bore damage.
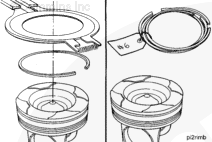
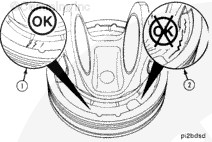
The ring groove can be inspected with a new ring and a feeler gauge.
Hold a new ring in the groove even with the outside diameter of the piston. Install a 0.15-mm [0.006-in]
feeler gauge. If the feeler gauge enters the groove without resistance, there is too much wear. Replace the piston.
Hello, I'm Jack, a diesel engine fan and a blogger. I write about how to fix and improve diesel engines, from cars to trucks to generators. I also review the newest models and innovations in the diesel market. If you are interested in learning more about diesel engines, check out my blog and leave your feedback.
View all posts by Jack



 CAUTION
CAUTION 

 WARNING
WARNING 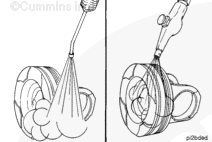

;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}