Disassemble
TOC
WARNING
When using a steam cleaner, wear safety glasses or a face shield, as well as protective clothing. Hot steam can cause serious personal injury.
WARNING
Wear appropriate eye and face protection when using compressed air. Flying debris and dirt can cause personal injury.
Use steam to clean the air compressor.
Dry the air compressor with compressed air.
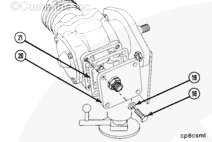
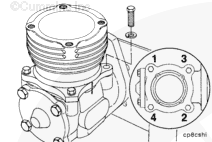
Disassemble the air compressor cylinder head and remove the following parts. Refer to Procedure 012-101 .
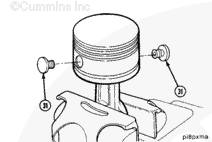
Unloader valve (1).
Copper washer (2).
Unloader pin (4).
Spring (5).
Discard the copper washer.
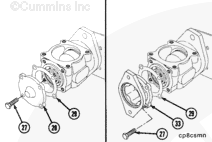
Remove the four bottom plate capscrews (18) and washers (19).
Remove the bottom cover plate (20).
Remove and discard the gasket (21).
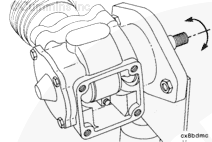
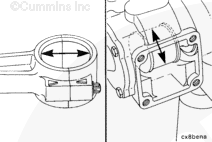
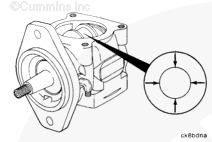
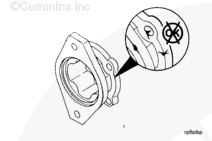
Rotate the crankshaft so the connecting rod journal is at bottom dead center (BDC).
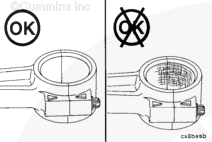
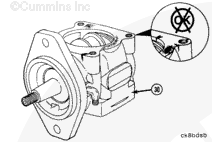
Measure the side clearance between the connecting rod and the crankshaft.
Replace the connecting rod if the clearance between it and the crankshaft exceeds 0.2540 mm [0.010 in].
NOTE : If the connecting rod needs to be replaced, the piston and connecting rod must be replaced as an assembly.
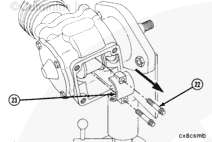
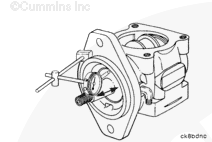
Remove the two 12-point connecting rod capscrews (22).
Remove the connecting rod cap (23).
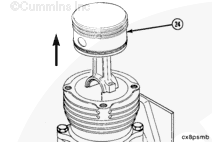
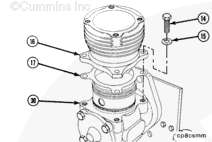
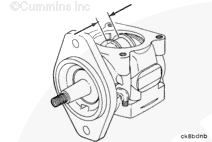
Remove the four cylinder block capscrews (14) and washers (15).
Remove the cylinder block (16) from the crankcase (30).
Remove and discard the gasket (17).
Remove the four capscrews (27) from the bearing cap (28) or power steering adapter (33).
Remove the bearing cap or power steering adapter.
Remove and discard the gasket (29).
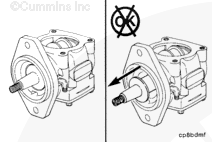
The crankshaft and bearings can not be removed from the crankcase. If these parts are damaged, they must be replaced as an assembly.
Clean and Inspect for Reuse
TOC
WARNING
Some solvents are flammable and toxic. Read the manufacturer’s instructions before using.
WARNING
When using solvents, acids, or alkaline materials for cleaning, follow the manufacturer’s recommendations for use. Wear goggles and protective clothing to reduce the possibility of personal injury.
Soak the parts in a kerosene emulsion based cleaner designed to remove carbon. The cleaner must have a pH of 9.5 or less to avoid turning aluminum parts black. The cleaner manufacturer or supplier can be contacted about solution concentration, temperature, and soak time.
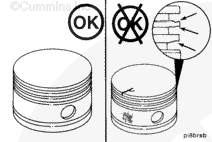
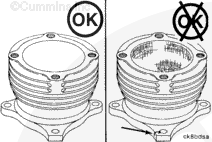
Inspect the piston top and pin bore for cracks.
Check the ring grooves and skirt for damage. Replace, if damaged.
NOTE : If the piston needs to be replaced, the piston and connecting rod must be replaced as an assembly.
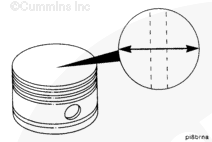
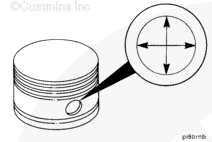
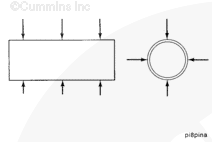
Measure the outside diameter of the piston at 90 degrees from the piston pin bore and below the compression rings.
Piston Skirt
mm
in
79.858
MIN
3.1440
79.883
MAX
3.1450
Replace the piston and connecting rod assembly, if not within specification.
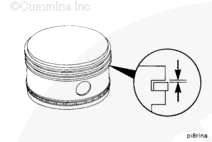
Use new piston rings and a feeler gauge to measure for ring groove wear.
Replace the piston and connecting rod assembly if the gaps are worn larger than the dimensions listed below:
Ring to Groove Clearance
mm
in
Compression Ring
0.010
MIN
0.0004
0.058
MAX
0.0023
Oil Ring
0.013
MIN
0.0005
0.114
MAX
0.0045
NOTE : Cummins Inc. recommends that new piston rings be installed during rebuild.
If old rings are used, follow the instructions listed below to measure the ring gaps.
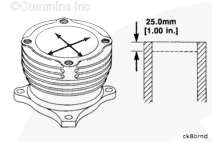
Insert on ring at a time into the cylinder bore. Seat the ring with a piston head squarely 25.00 mm [1.0 in] below the top of the crankcase.
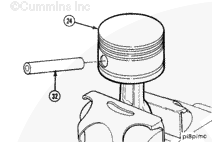
Measure the piston pin outside diameter.
Piston Pin Diameter
mm
in
14.270
MIN
0.5618
14.275
MAX
0.5620
Replace the piston and connecting rod assembly, if not within specification.
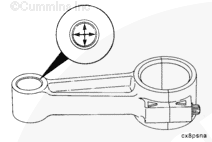
Measure the inside diameter of the piston end of the connecting rod.
Piston Pin Bore
mm
in
14.290
MIN
0.5625
14.303
MAX
0.5631
Replace the piston and connecting rod, if not within specification.
Use a dial bore gauge, Part Number 3375072, or equivalent, to measure the cylinder bore.
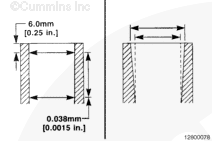
Measure at 25.0 mm [1.00 in] below the top of the block.
Replace the block, if not with specification.
Maximum out-of-round is 0.013 mm [0.0005 in].
Cylinder Bore
mm
in
80.013
MIN
3.1501
80.038
MAX
3.1511
Measure the crankshaft journal diameter.
Crankshaft Journal Diameter
mm
in
30.099
MIN
1.1850
30.112
MAX
1.1855
Replace the crankcase assembly, if not within specification.
Measure the crankshaft journal width.
Crankshaft Journal Width
mm
in
32.13
MIN
1.265
32.18
MAX
1.267
Replace the crankcase assembly, if not within specification.
Measure the crankshaft end play.
Crankshaft End Play
mm
in
0.03
MIN
0.001
0.81
MAX
0.032
Replace the crankcase assembly, if not within specification.
Assemble
TOC
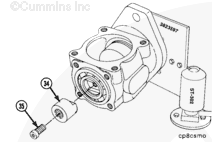
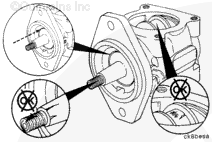
Install the power steering (34) coupling and capscrew (35) into the crankshaft.
Torque Value: 23 n.m [17 ft-lb]
Install a new gasket (29) and the bearing cap (28) or power steering adapter (33). Align the scribe markds with the mark on the crankcase.
Install the four capscrews (27) and tighten the capscrews.
Torque Value: 16 n.m [12 ft-lb]
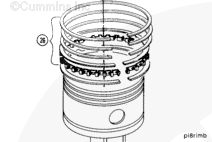
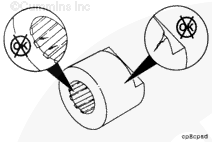
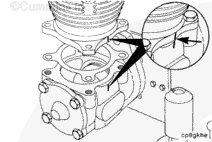
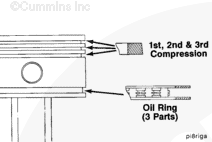
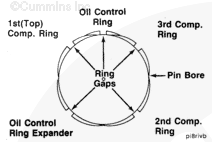
Piston ring positions.
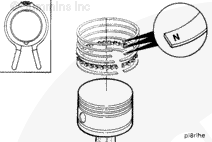
Install the compression rings with the top up. Top is identified with the letter “N” or a dot near the end of the ring gap.
Install the piston oil ring. If installing a three piece ring, first install the center expander and then the two rails.
NOTE : The oil ring has no top or bottom.
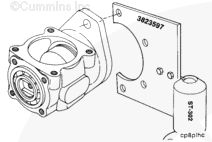
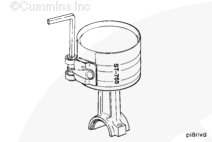
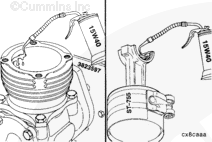
Use a piston ring compressor, Part Number ST-755, or equivalent, to compress the rings.
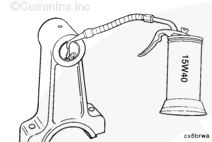
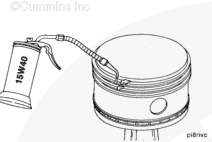
Use clean 15W-40 lubricating engine oil to lubricate the connecting rod and rod cap.
Use clean 15W-40 lubricating engine oil to lubricate the cylinder block bore.
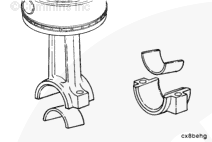
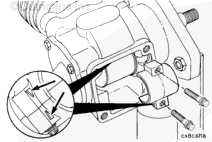
Install the connecting rod cap aligning the arrows.
Install the two 12-point capscrews into the cap and connecting rod.
Tighten the capscrews.
Torque Value: 25 n.m [18 ft-lb]
Install a new gasket (21) and the bottom cover plate (20).
Install the four washers (19) and capscrews (18) and tighten the capscrews.
Torque Value: 16 n.m [12 ft-lb]
Assemble the air compressor cylinder head. Refer to Procedure 012-101 .
Last Modified: 13-Jun-2005
Published by Jack
Hello, I'm Jack, a diesel engine fan and a blogger. I write about how to fix and improve diesel engines, from cars to trucks to generators. I also review the newest models and innovations in the diesel market. If you are interested in learning more about diesel engines, check out my blog and leave your feedback.
View all posts by Jack
 WARNING
WARNING 





















;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}