|
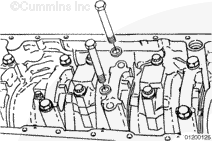
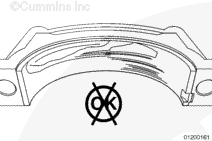
Fretting, typically occurs on main bearing caps number 2 and number 6. However, main bearing caps numbers 3, 4, and 5 are also at risk of fretting; therefore, inspection of main bearing caps number 2 through number 6 can be necessary. An inspection is conducted to determine which main bearing cap requires the Plastigage® procedure.
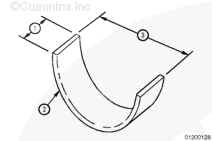
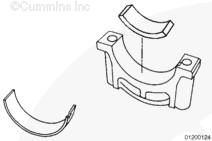
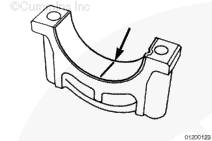
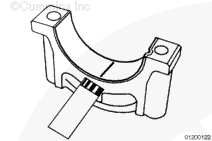
Side-to-side press fit of a main bearing cap is the fit between the block joint and the main cap sides. The intent of machining a press fit into the joint is to establish the correct position of the lower main bearing for assembly. During disassembly, it is possible to encounter a main cap with a slip fit. This is acceptable and the main cap can be reused.
Some engines have been previously inspected for main bearing cap fretting. These engines were upfitted with a stiffener plate or Service Block Kit and returned to service. These main caps must also be inspected prior to main bearing replacement or overhaul.
To determine if a stiffener plate has previously been installed, inspect the joint between the oil pan and the engine block. The stiffener plate is approximately 6.35 mm [0.25 in] thick and will be visible between the oil pan and engine block. Removal of the oil pan is not necessary to determine if a stiffener plate has been installed.
Service Block Kit incorporates the Torque-To-Yield block. These blocks were introduced into production June 28, 2000. Engine serial number (ESN) first is 35011095. These blocks require a higher main cap capscrew torque procedure than earlier production blocks.
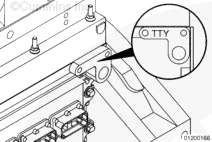
To determine if a Service Block Kit has been previously installed, inspect the engine case history. If the engine case history is not available, inspect the rear engine serial number stamp pad located on the camshaft side of the block. If the block had previously been replaced with a Torque-To-Yield Block, the letters TTY will be stamped in the rear engine serial number stamp pad.
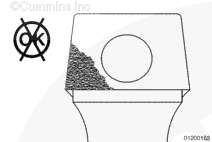
NOTE: Do not destroy evidence-go slowly and observe all conditions.
|
 CAUTION
CAUTION 








;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}