To reduce the possibility of personal injury, avoid direct contact of hot engine oil with your skin.
WARNING
Some state and federal agencies have determined that used engine oil can be carcinogenic and cause reproductive toxicity. Avoid inhalation of vapors, ingestion, and prolonged contact with used engine oil. If not reused, dispose of in accordance with local environmental regulations.
WARNING
Do not remove the pressure cap from a hot engine. Wait until the coolant temperature is below 50°C [120°F] before removing the pressure cap. Heated coolant spray or steam can cause personal injury.
WARNING
Coolant is toxic. Keep away from children and pets. If not reused, dispose of in accordance with local environmental regulations.
NOTE: Cummins Inc. does not recommend removing the cylinder liners to reduce oil consumption unless the cylinder liners are damaged and must be replaced.
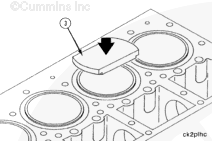
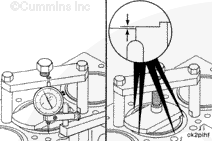
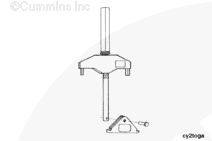
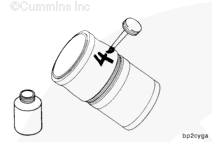
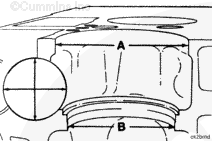
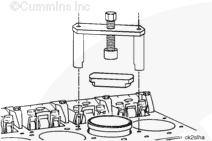
Place the installation tool bridge (1) across the liner and install the two cylinder head capscrews finger-tight to hold the bridge down. Rotate the force plate until the areas where the protrusion measurements will be taken are exposed.
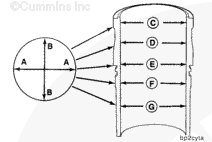
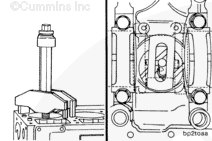
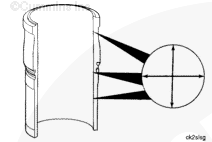
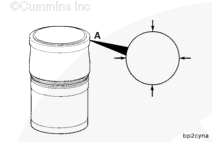
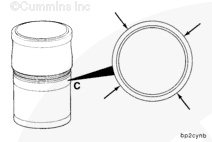
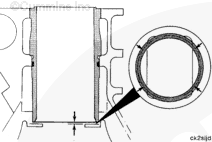
Measure the liner bore for out of roundness at points “C,” “D,” “E,” “F,” and “G.” Measure each point in the direction “AA” and “BB”. The bore must not be more than 0.10 mm [0.004 in] out-of-round.
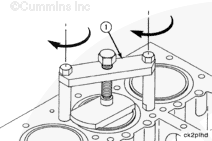
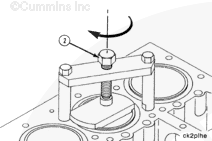
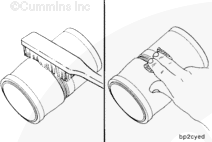
The liner puller must be installed and used as described to avoid damage to the cylinder block. The puller plate must be parallel to the main bearing saddles and must not overlap the liner outside diameter.
Insert the liner puller on the top of the cylinder block.
When the liner is removed from the cylinder block, use Dykem®, or equivalent, to place a mark on the camshaft side of the liner to show liner orientation.
When using a steam cleaner, wear safety glasses or a face shield, as well as protective clothing. Hot steam can cause serious personal injury.
WARNING
When using solvents, acids, or alkaline materials for cleaning, follow the manufacturer’s recommendations for use. Wear goggles and protective clothing to reduce the possibility of personal injury.
WARNING
Some solvents are flammable and toxic. Read the manufacturer’s instructions before using.
WARNING
Wear appropriate eye and face protection when using compressed air. Flying debris and dirt can cause personal injury.
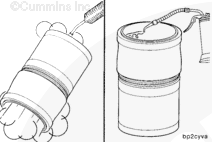
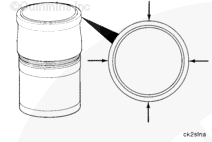
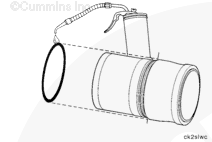
Use solvent or steam to clean the liners, and dry with compressed air.
Use clean 15W-40 oil to lubricate the inside diameter of the liners.
Allow the oil to soak into the liners for 5 to 10 minutes.
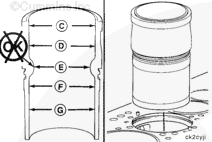
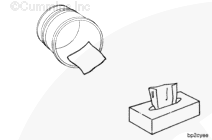
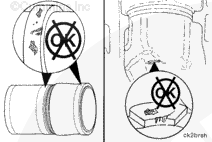
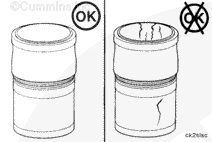
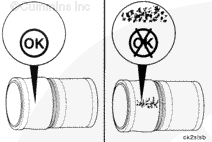
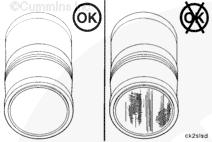
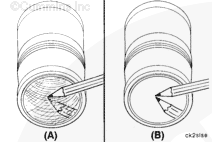
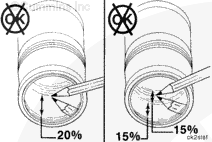
Inspect the outside diameter for excessive corrosion or pitting. Liners with pitting generally can not be reused. However, if the pitting is light and can be removed with fine emery cloth, the liner can be reused.
Pits must not be more than 1.60 mm [0.060 in] deep.
The present o-ring has been produced by two distinctly different manufacturing processes. Following are those two methods and the installation procedures:
The molded o-ring has a symmetrical cross section. The edges are rounded. It does not require specific care in orientation of the o-ring other than normal prevention of rolling the o-ring.
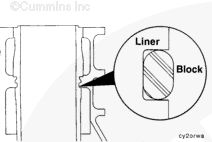
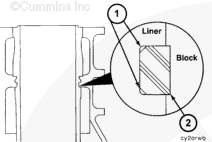
The lathe-cut o-ring has a straight outside with sharp corners. The inside has two 45-degree chamfers (1), so there are no sharp corners next to the liner. This o-ring must be installed with the straight side (2) facing the block, and the chamfered side next to the liner. If the o-ring is not installed this way, liner bore distortion can occur.
The liners must be installed within 30 seconds after being lubricated with oil. If the liners are not installed within this time limit, the o-rings will swell and be damaged when the liner is installed.
Make sure the cylinder block and all parts are clean before assembly.
Use clean 15W-40 oil to coat the liner o-ring seals.
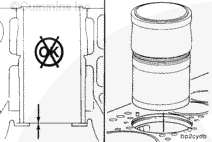
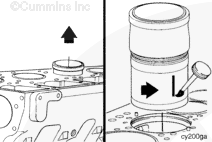
When acceptable reused liners are installed, rotate the liners 90 degrees from their original positions in the engine. The thrust and anti-thrust surfaces must face the front and back of the cylinder block.
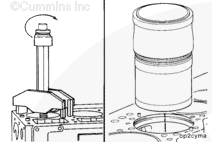
Use cylinder liner driver, Part Number 3824272, and a leather mallet to drive the liner into the cylinder block bore.
If the liner does not seat properly, remove the liner. Inspect the counterbore seat and liner for nicks, burrs, or dirt. Install the liner again.
This component or assembly weighs greater than 23 kg [50 lb]. To prevent serious personal injury, be sure to have assistance or use appropriate lifting equipment to lift this component or assembly.
WARNING
Coolant is toxic. Keep away from children and pets. If not reused, dispose of in accordance with local environmental regulations.
WARNING
Some state and federal agencies have determined that used engine oil can be carcinogenic and cause reproductive toxicity. Avoid inhalation of vapors, ingestion, and prolonged contact with used engine oil. If not reused, dispose of in accordance with local environmental regulations
Hello, I'm Jack, a diesel engine fan and a blogger. I write about how to fix and improve diesel engines, from cars to trucks to generators. I also review the newest models and innovations in the diesel market. If you are interested in learning more about diesel engines, check out my blog and leave your feedback.
View all posts by Jack
 WARNING
WARNING 




 CAUTION
CAUTION 





;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}