 WARNING
Some state and federal agencies have determined that used engine oil can be carcinogenic and cause reproductive toxicity. Avoid inhalation of vapors, ingestion, and prolonged contact with used engine oil. If not reused, dispose of in accordance with local environmental regulations.
|
WARNING
To reduce the possibility of personal injury, avoid direct contact of hot oil with your skin.
|
Drain the lubricating oil. Refer to Procedure 007-025 in Troubleshooting and Repair Manual, ISM and QSM11 Engines, Bulletin 3666322 for ISM and QSM11 engines, or Procedure 007-025 in Troubleshooting and Repair Manual, M11 STC, CELECT™, and CELECT™ Plus Engines, Bulletin 3666139 for M11 engines, or Procedure 007-025 in Troubleshooting and Repair Manual, L10G Natural Gas Base Engine, Bulletin 3666207.
Remove the lubricating oil pan. Refer to Procedure 007-025 in Troubleshooting and Repair Manual, ISM and QSM11 Engines, Bulletin 3666322 for ISM and QSM11 engines, or Procedure 007-025 in Troubleshooting and Repair Manual, M11 STC, CELECT™, and CELECT™ Plus Engines, Bulletin 3666139 for M11 engines, or Procedure 007-025 in Troubleshooting and Repair Manual, L10G Natural Gas Base Engine, Bulletin 3666207.
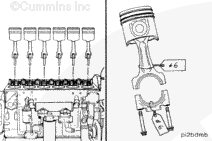
Remove the cylinder head. Refer to Procedure 002-004 in Troubleshooting and Repair Manual, ISM and QSM11 Engines, Bulletin 3666322 for ISM and QSM11 engines, or Procedure 002-004 in Troubleshooting and Repair Manual, M11 STC, CELECT™, and CELECT™ Plus Engines, Bulletin 3666139 for M11 engines, or Procedure 002-004 in Troubleshooting and Repair Manual, L10G Natural Gas Base Engine, Bulletin 3666207.
Remove the piston cooling nozzles. Refer to Procedure 001-046 in Troubleshooting and Repair Manual, ISM and QSM11 Engines, Bulletin 3666322 for ISM and QSM11 engines, or Procedure 001-046 in Troubleshooting and Repair Manual, M11 STC, CELECT™, and CELECT™ Plus Engines, Bulletin 3666139 for M11 engines, or Procedure 001-046 in Troubleshooting and Repair Manual, L10G Natural Gas Base Engine, Bulletin 3666207.
|
|
|

 CAUTION
CAUTION 











;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}