To reduce the possibility of personal injury, avoid direct contact of hot oil with your skin.
WARNING
Some state and federal agencies have determined that used engine oil can be carcinogenic and cause reproductive toxicity. Avoid inhalation of vapors, ingestion, and prolonged contact with used engine oil. If not reused, dispose of in accordance with local environmental regulations.
WARNING
Do not remove the pressure cap from a hot engine. Wait until the coolant temperature is below 50°C [120°F] before removing the pressure cap. Heated coolant spray or steam can cause personal injury.
WARNING
Coolant is toxic. Keep away from children and pets. If not reused dispose of in accordance with local environmental regulations.
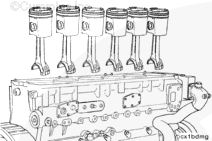
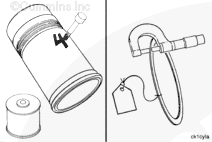
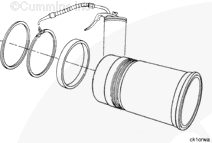
Use a liquid metal marker to mark the cylinder number on each liner.
If the sealing rings were removed, do the following:
Use a tag to mark the cylinder number.
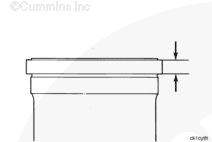
Measure in several places and record the thickness of the sealing rings used in each cylinder. The thickness of the sealing ring is one factor in determining liner protrusion. This information must be known when the liners are installed in the engine.
Use a liquid metal marker to mark the cylinder number on each liner.
If the sealing rings were removed, do the following:
Use a tag to mark the cylinder number.
Measure in several places and record the thickness of the sealing rings used in each cylinder. The thickness of the sealing ring is one factor in determining liner protrusion. This information must be known when the liners are installed in the engine.
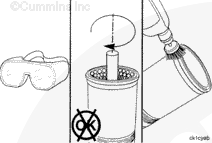
Wear eye protection. Make sure the wire brush is rated for the RPM being used if the brush is motor driven.
CAUTION
Do not use a hone, deglazing, or pre-brushing to clean the cylinder liners. Abrasives can damage the finish and the crosshatch pattern and can contaminate the liner.
Use a high quality steel wire brush to clean the liner flange seating area.
When using a steam cleaner, wear safety glasses or a face shield, as well as protective clothing. Hot steam can cause serious personal injury.
WARNING
When using solvents, acids, or alkaline materials for cleaning, follow the manufacturer’s recommendations for use. Wear goggles and protective clothing to reduce the possibility of personal injury.
WARNING
Wear appropriate eye and face protection when using compressed air. Flying debris and dirt can cause personal injury.
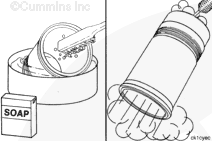
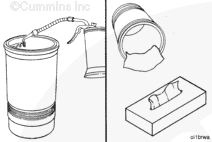
Use a non-metallic bristle brush, detergent soap, and warm water to clean the inside diameter.
Use a steam cleaner or solvent tank to clean the liners.
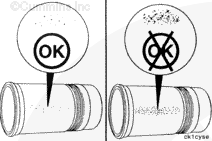
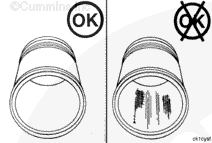
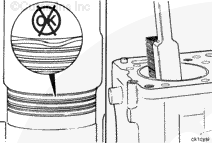
Inspect the outside diameter for excessive corrosion or pitting. Liners with pitting generally can not be used again. However, if the pitting is light (the bottom is easily seen), the liner can be turned 90 degrees from its original position and used again. The liner pitting must not be orientated on the intake or the exhaust side of the block.
Replace the liner if the pits are too deep or if the corrosion can not be removed with a fine emery cloth.
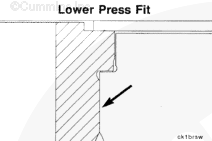
The liner design incorporates a press fit between the upper liner bore and the area of the liner directly below the liner flange. This is referred to as the lower press fit design.
Cylinder liners with standard and oversize press fit diameters are available.
Do not smoke or allow any flame, pilot light, sparks, arcing switch or equipment in area or area sharing ventilation. Solvents may be identified by state or federal agencies as carcinogenic or cause reproductive toxicity. See manufacturer’s Material Safety Data Sheet for product warnings. Naptha and methyl ethyl ketone (MEK) are flammable. Do not use starting fluid as a cleaning agent.
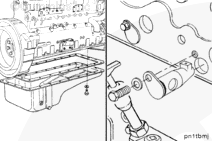
When cleaning the liner counterbore in-chassis, install the chip control plug, Part Number 3823231, in the lower bore to prevent contamination of the crankshaft.
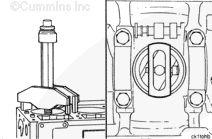
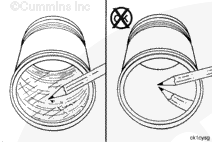
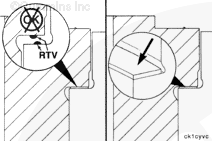
Inspect the liner counterbore as follows:
Clean the cylinder block counterbores with a suitable hydrocarbon solvent such as naptha, methyl ethyl ketone (MEK) or trichlorethane 1, 1, 1 (methyl chloroform).
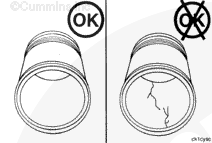
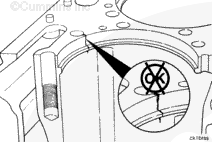
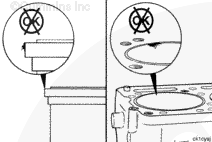
If there is a crack, it usually can be seen in the corner between the upper bore area and the ledge.
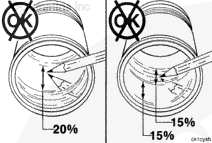
If any cracks of any size can be seen running horizontally around the counterbore, all the coolant passages that are close to the bore must be repaired. Reference the NH/NT Counterbore Troubleshooting and Repair Manual, Bulletin 3810450, for repair.
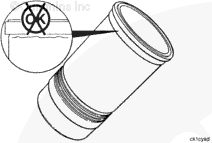
If there is a porous area above the counterbore ledge that is close to a coolant passage, the passage must be repaired. Reference the Counterbore Troubleshooting and Repair Manual, Bulletin 3810450, for repair instructions.
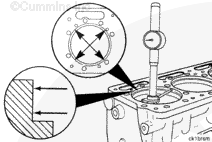
Cylinder blocks with vertical cracks that extend down over the counterbore ledge that can not be machined out using an 17.907 mm [0.750 in] long sleeve can not be repaired.
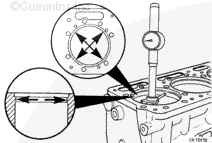
Use inside micrometers or the correct liner flange as a go/no go gauge to check the upper bore.
A standard LPF counterbore must check 166.88 to 166.78 mm [6.570 to 6.564 in].
The preferred dimension for an oversize LPF counterbore is between 167.39 to 167.23 mm [6.590 to 6.584 in]. If the counterbore is less than 167.23 mm [6.584 in] for oversize LPF, or 166.78 mm [6.564 in] for standard LPF, it must be machined again.
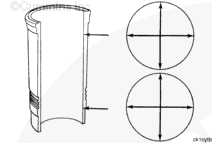
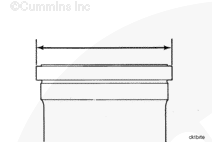
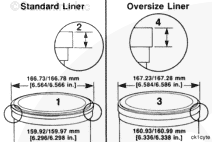
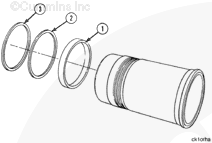
Standard flange outside diameter (1) and thickness (2)
Oversize Lower Press Fit (LPF) 0.020/0.040
Oversize flange outside diameter (3) (plus 0.51 mm [0.020 in])
Oversize flange thickness (4) (plus 0.51 mm [0.020 in]),
Oversize lower press fit diameter (5) (plus 1.02 mm [0.040 in]).
If the ledge angle is okay and a sealing ring(s) is available that will give the correct protrusion, use that sealing ring(s). If the ledge must be cut again to achieve correct protrusion or ledge angle. Reference the NH/NT Counterbore Troubleshooting and Repair Manual, Bulletin 3810450, for machining instructions. Two sealing rings can be used to achieve correct protrusion.
Make sure the cylinder block and all parts are clean before assembly. If used liners are being installed again, any sealing rings removed must be installed with the same liner in the same cylinder.
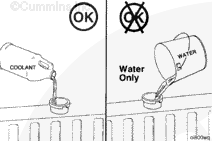
Use vegetable oil to lubricate the new liner o-rings and the crevice seals.
Use vegetable oil to lubricate the o-rings. Do not use lubricating oil on the o-rings. The o-rings will increase in size after they have been lubricated with oil.
Do not get excessive oil on the counterbore or the liner flange. Excessive oil can result in a hydraulic lock condition and generate inaccurate liner protrusion. Make sure that the o-rings do not move from the grooves.
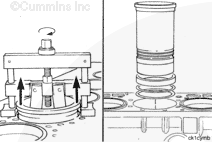
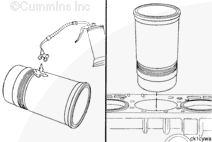
Lubricate the crevice seal and the o-rings with vegetable oil. Install the liner in the bore with a quick push.
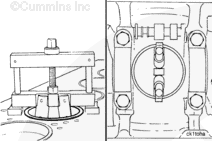
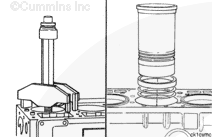
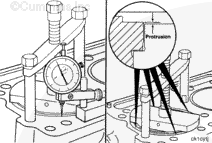
Liner installation tool, Part Number 3823615, is used to press the cylinder liner into the cylinder block. Protrusion can be checked while the liner is held down by the installation tool.
Put the force plate (3) across the top of the liner with the step in the liner bore. Tap the top of the force plate with a soft hammer to square up and start the liner into the press fit bore.
Put the installation tool bridge (1) across the liner and install the two cylinder head capscrews finger tight to hold the bridge down. Rotate the force plate until the areas where the protrusion measurements will be taken are exposed.
The lubricating oil system must be primed before operating the engine after any internal engine repairs to avoid internal component damage. Do not prime the system from the bypass filter; the filter will be damaged.
Hello, I'm Jack, a diesel engine fan and a blogger. I write about how to fix and improve diesel engines, from cars to trucks to generators. I also review the newest models and innovations in the diesel market. If you are interested in learning more about diesel engines, check out my blog and leave your feedback.
View all posts by Jack
 WARNING
WARNING 


 CAUTION
CAUTION 




























;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}